CONDOR-Mxx
Condor-Mxx, quality control for plastic bottles coming on a conveyor.
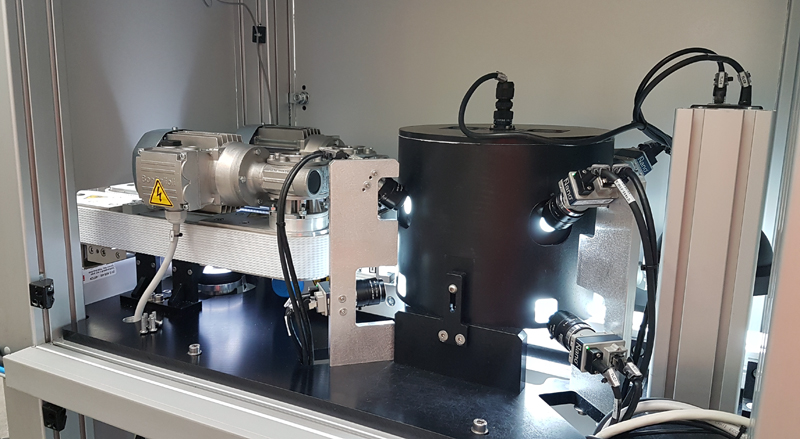
Condor-M14 system consists of three subsystems: handling system, processing hardware, and three image capture units.
Handling system
The handling system consist of:
Transportation belt with dedicated driver
Encoder for speed detection
Electric eyes sensor for bottles.
Missing reject photoelectric detector
Electric device for reject
The incoming conveyor takes the bottles from the machine; the conveyor consists of two side belts that take the bottles from the side wall. This solution allows the bottles transportation to move the bottles from the existing conveyor to the Condor conveyor and it permits to separe the bottles with the right distance for the inspection of the sidewall.
Processing hardware
Electric Panel including cables set and Electric Panel including 24V power supply, 12V power supply, 5V power supply and the signals management clamp
Hardware vision module (DELL T7810 12Core) operating on Windows 7 64 bit
LCD touch screen Monitor Elo touch 22”
TOP IMAGE ACQUISITION UNIT (SPECTRO-M)
N.1 Diffused light illuminator
N.1 Industrial grey levels camera 5 megapixel
N.1 Fixed focus lens 1’’ 16mm
BOTTOM IMAGE ACQUISITION UNIT (SPECTRO-M)
N.1 Diffused light illuminator
N.1 Industrial grey levels camera 5 megapixel
N.1 Fixed focus lens 1’’ 16mm
SIDEWALL IMAGE ACQUISITION UNIT (SPECTRO-8M)
N.1 Diffused light illuminator
N.8 Industrial grey levels camera 5 Mpixel (16 Mpixel – Highres option)
N.8 fixed focus lens 1’’ 16mm
8 cameras are disposed at 90 degrees. This configuration is suggested with cylindrical bottles and square bottles.
In alternative:
SIDEWALL IMAGE ACQUISITION UNIT (SPECTRO-12M)
N.1 Diffused light illuminator
N.12 Industrial grey levels camera 5 Mpixel (16 Mpixel – Highres option)
N.12 fixed focus lens 1’’ 16mm
12 cameras are disposed at 60 degrees. This configuration is optimized for all kind of bottles in particular it is suggested with flat and oval bottles.
PLC Module
The incoming conveyor takes the bottles from the machine; the conveyor consists of two side belts that take the bottles from the side wall.
This solution allows the bottles transportation to move the bottles from the existing conveyor to the Condor conveyor and it permits to separe the bottles with the right distance for the inspection.
This module is composed by the following:
Electric eye in front of the first camera block
Encoder
Encoder card and counter device
Electrical rejection device (with rejection of good parts)
Electric eyes adjustments
Software package for the management of the results
Special control for bottles lying down and for bottles one close to the other
Stop of the conveyors when the door is open

From the PLC software is possible to set the distance between the electric eye and the other components: cameras of the master block, cameras of the slave block and rejection device. Each setting can be stored and reloaded when necessary.
Defects
CONDOR can carry out a 100% analysis of the typical defects produced by the blow molding and injection molding process. In particular it is possible to point out and to classify the dimension of the defects:
- Black points
- White points
- Part line due to master batch distribution
- Dirt
- Missing material
- Neck deformation control and measure roundness and diameter of internal size
- Parts inside the bottles and outside (top)
- Scratches with strong contrast
The dimension of the different defect-classes can be selected by the operator using an access password.
Technical data
Maximum cadence of the control is 120 bottles/minutes
|
Spectro-M14 |
Camera 1 |
Camera 2-13 |
Camera 14 |
|
Sensor |
2592x2048 |
2048x2048 |
2048x2048 |
|
Field of view |
110mm x 90mm |
90mm x 90mm |
90mm x 90mm |
|
Resolution |
0,045mm |
0,045mm |
0,045mm |
|
Minimum defect with |
0,02mm2 diameter 0,2mm |
0,02mm2 diameter 0,2mm |
0,02mm2 diameter 0,2mm |
|
Minimum defect with medium contrast (2) |
0,1mm2 diameter 0,35mm |
0,1mm2 diameter 0,35mm |
0,1mm2 diameter 0,35mm |
|
Minimum defect with low high contrast (1) |
3mm2 diameter 2mm |
3mm2 diameter 2mm |
3mm2 diameter 2mm |
|
Number of acquisitions |
1 |
1 |
1 |
(1) Minimum defect with high contrast corresponds to a defect with an area of approx 15 pixel and with contrast of minimum 128 grey levels.
(2) Minimum defect with medium contrast corresponds to a defect with an area of approx 50 pixel and with contrast of minimum 64 grey levels.
(3) Minimum defect with low contrast corresponds to a defect with a contrast of minimum 32 grey levels.